Main content:
- Potential induced degradation events that have occurred in recent years
- Characteristics of potential induced degradation phenomenon
- Factors affecting the phenomenon of potential induced degradation
- Influencing factors in system array installation
- Influencing factors of component technology
- Influencing factors of solar cell technology
- Component anti-potential induced degradation performance test (PID-free)
- Summary
The phenomenon of potential induced degradation, referred to as PID, is the leakage current between the glass and the packaging material caused by the long-term high voltage of the module, and a large amount of electric charge accumulates on the surface of the battery. The passivation effect of the battery surface is deteriorated, which eventually leads to the reduction of FF, Isc, and Voc, and the component performance is lower than the design standard. The real cause of potential induced degradation has not been clarified so far, but the data of various photovoltaic cell module factories and research institutions show that potential induced degradation is related to battery, glass, adhesive film, temperature, humidity and voltage.
1.Potential induced degradation events that have occurred in recent years
In 2005, SunPower in the United States discovered that the phenomenon of "surface polarization" would appear on the surface of solar cells, which occurred on SunPower's back-contact high-efficiency cell A-330 (N-type cell). If a positive voltage relative to ground is applied to the component, leakage current will flow from the battery to ground immediately, the surface of the battery will accumulate negative charges over time, these charges will attract the positive charge to the surface of the battery, forming a recombination center, component performance reduce.
Conversely, when a negative voltage is applied to the component, the polarization changes accordingly, in which case the performance of the component will not be affected. In 2008, Evergreen reported potential induced degradation in front-connected P-type cell assemblies under high negative bias. In 2010, NREL and Solon confirmed that no matter what technology P-type crystalline silicon cells are used in photovoltaic modules, the modules have the risk of potential induced degradation under negative bias.
2.Characteristics of potential induced degradation phenomenon
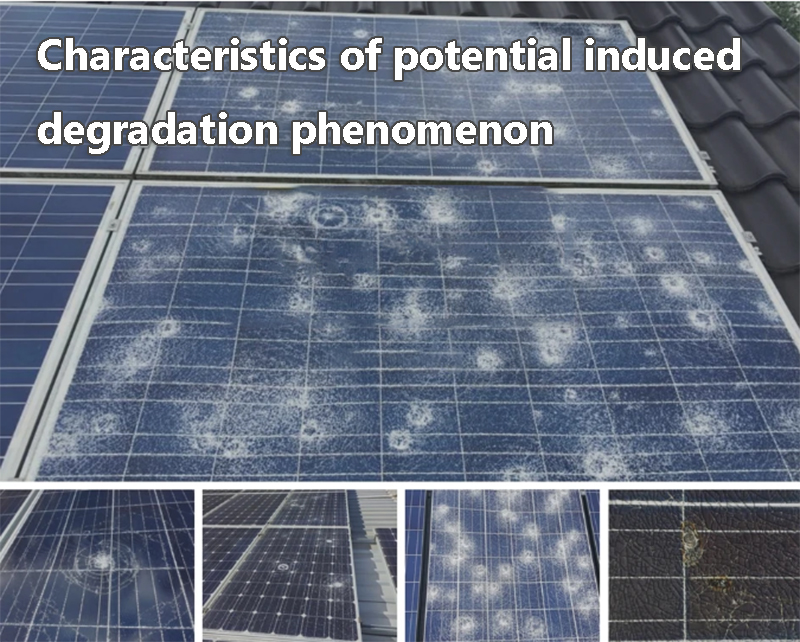
- The fundamental conditions for the potential induced degradation phenomenon are the sunlight and the humidity of the component surface, which mostly occurs in the morning with dew or fog or after the rain in the daytime;
- When the negative bias voltage of the component is larger, the potential induced degradation phenomenon is more serious, and the power and fill factor are significantly reduced;
- The phenomenon of potential induced degradation can be recovered. After the surface of the component is dry, the phenomenon disappears without causing permanent damage.
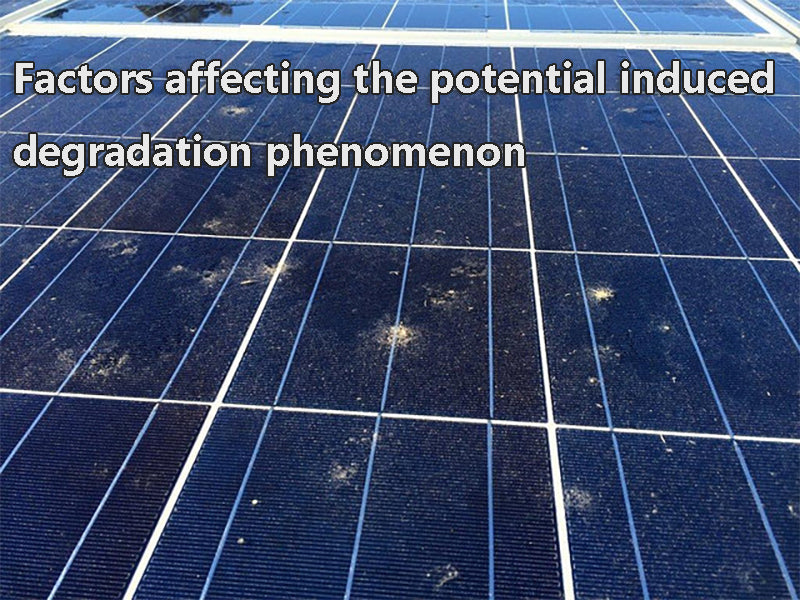
3.Factors affecting the phenomenon of potential induced degradation
① Influencing factors in system array installation
The frame of the module of the module array is usually grounded, resulting in the formation of a bias between a single module and the frame. The main factors that determine the magnitude of the bias of a single module are:
- Inverter type and grounding method;
- The location of the components in the array;
- The number of components connected in series.
The component circuit adjacent to the input end of the inverter usually bears the actual maximum system voltage, and the grounding of the negative output end of the inverter and the array can effectively prevent potential induced degradation. The grounding method and the position of the components in the array determine whether the cells and components are subjected to positive or negative bias. Under negative bias, the components closer to the inverter output end have greater negative bias, and the phenomenon of potential induced degradation is more obvious. For components under positive bias, the PID phenomenon is not obvious.
② Influencing factors of component technology
Environmental conditions such as temperature and humidity cause leakage current to form between the cell and the ground frame. Leakage current paths are formed between the encapsulation material, the backplane, the glass and the frame.
Methods to reduce leakage current in components:
- Use special glass instead of soda lime glass, which is expensive (reduces sodium ions in glass);
- Encapsulation material (EVA) with high volume resistivity, considering both optical performance and price.
③ Influencing factors of solar cell technology
Differences in the manufacturing process of solar cells(lithium ion solar battery is the most common) will also affect the potential induced degradation of the modules. The specific effects are as follows:
- The performance of the base material - the higher the resistivity of the silicon wafer, the better the PID performance.
- Emitter sheet resistance—Increasing sheet resistance will make the cell easier to decay, and more prone to potential induced degradation; uneven doping of the cell leads to uneven sheet resistance, and PID phenomenon is more likely to occur.
- Anti-reflection layer performance - The use of an anti-reflection layer with a high Si/N ratio can reduce potential induced degradation.The antireflection layers prepared by different deposition methods have different PID phenomena.
Conventional methods currently used by battery factories:
- Anti-reflection coating with high refractive index is applied;
- First, grow the SiO2 layer on the silicon substrate, and then coat the SiN anti-reflection film.
4.Component anti-potential induced degradation performance test (PID-free)
At present, the IEC has not issued a formal standard for PID testing and evaluation in laboratories, but there is a working document. The general test method is as follows:
- Sampling: According to IEC60410 requirements, sample 2 components from the same batch;
- Eliminate the early attenuation effect of the module, and the module is open-circuited for 5-5.5Kwh/m2 irradiation;
- Visual inspection, according to IEC61215 chapter 7, IEC61730-2 chapter 10.1.3;
- Component EL imaging and maximum power determination;
- Wet leakage current test and ground continuity test;
- 60+/-1℃, 85+/-2%, the system voltage DC 1000V is applied between the module output and the aluminum frame for 96 hours;
- Component EL imaging and maximum power measurement, wet thermal current measurement;
- Qualified judgment.
Among them, the qualified judgment is based on:
- The ratio of the final maximum output power to the initial value, the attenuation does not exceed 5%;
- There is no visual failure phenomenon (according to IEC61215 version 2 item 7 requirements);
- The wet leakage current test is qualified (meet the requirements of IEC61215 version 2 item 10.15);
- After the test, the components are fully functional.
5.Summary
① Characteristics of PID phenomenon
- The fundamental conditions for the PID phenomenon are light and moisture on the surface of the component;
- When the negative bias voltage of the component is larger, the PID phenomenon is more serious, and the power and fill factor decrease significantly;
- PID phenomena are recoverable and do not cause permanent damage.
② Considering the cost, the current common methods to improve the PID phenomenon
- Photovoltaic system: the negative pole of the DC terminal of the photovoltaic module and the inverter is grounded;
- The component frame is grounded;
- Improve the anti-reflection layer process of the battery (high refractive index or SiO2+SiN structure film).
Related article: top 5 perovskite solar cell companies, top 10 photovoltaic battery companies